丂丂丂丂丂丂丂丂丂丂僗億僢僩梟愙僐儞僩儘乕儔乕
丂丂侾丏丂僗億僢僩/楢懕 梟愙婡丗
丂丂崅廃攇楩偺幚尡偱 傕偆巊傢側偔側偭偨 揹巕儗儞僕梡偺僩儔儞僗乮栺侾丏俈倠W乯偑梋偭偨偺偱丄僗億僢僩梟愙掱搙偺 彫揹椡偺梟愙婡傪嶌惉偟偰傒偨丅
丂丂乮侾乯丂僐儞僩儘乕儔乕偺嶌惉丗
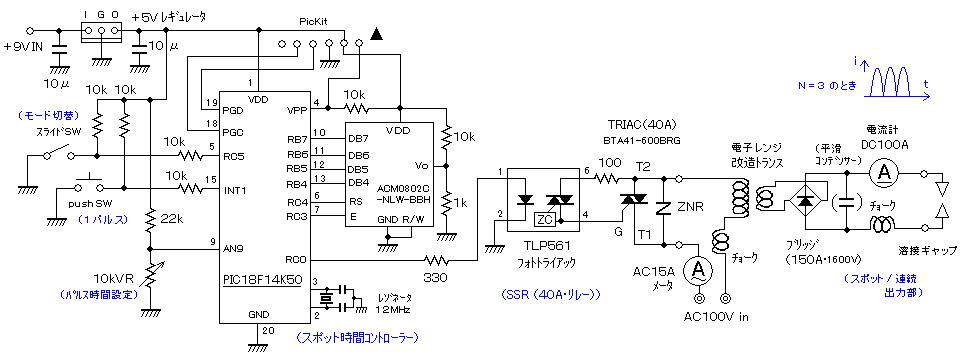
丂丂僩儔儞僗偺 侾侽侽VAC偺堦師懁偱丄侾侽侽V岎棳傪抐懕偡傞偨傔偺係侽A僩儔僀傾僢僋丒儕儗乕乮SSR丄廐寧僉僢僩乯傪梡偄偰丄堦掕偺帪娫偱抐懕偟偰丄僗億僢僩梟愙偵昁梫側揹棳傪棳偡傛偆偵偟偨丅丂抐懕帪娫偺愝掕乮侾侽倣S乣侾係侽倣S乯偼PIC偺 ADC婡擻偱峴側偄丄岎棳俆侽Hz偺 敿攇惍棳偺嶳偺悢傪 N 乮亖侾乣侾係乯偲偟偰丄倁俼偱愝掕偟丄LCD偵昞帵偟偨丅
丂丂梟愙偺巇曽偼丄摵墌悕偺懳偵偙偺俀師揹棳傪堦掕帪娫棳偡偨傔偺 庤墴偟僾僢僔儏俽倂乮杮摉偼懌摜傒僗僀僢僠偑椙偐偭偨偑丄崅偐偭偨偺偱丄乯傪墴偡偲丄PIC偺INT擖椡偵擖傝 愝掕偝傟偨岎棳偺嶳偺悢偩偗 侾侽侽A偺戝揹棳傪棳偡丅 揹棳偑棳傟傞帪偼丄侾侽侽A掱搙丄 侾侽侽V岎棳揹棳偱 侾俆A掱搙偵側傞丅乮侾侽侽A揹棳寁偼拞崙惢偱丄悢A傎偳掅傔偵弌傞丅廳偄僔儍儞僩掞峈偑晅懏偟偰偄傞丅乯
丂丂丂丂丂丂丂仏丂丂PIC 僾儘僌儔儉丗丂丂丂丂丂丂丂丂lib_adc丗
丂丂乮俀乯丂僩儔儞僗偺姫偒捈偟 偲 梟愙晹偺嶌惉丗
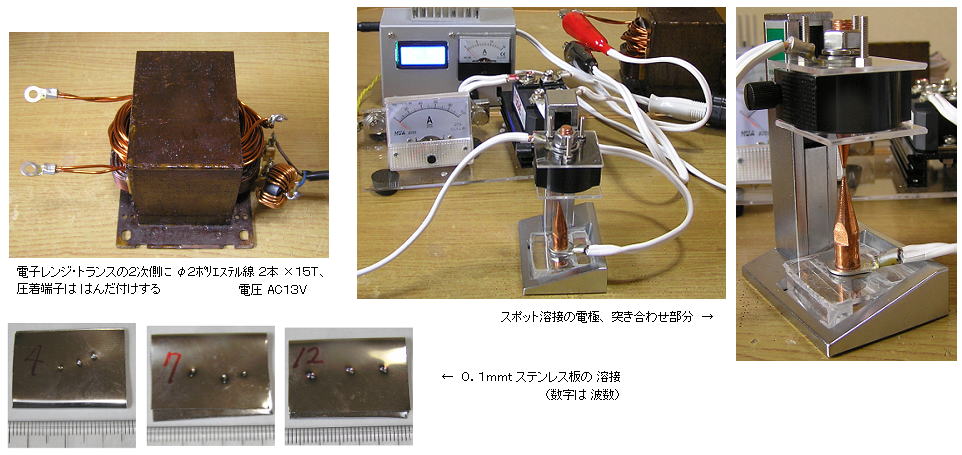
丂丂係俆丏侾丏偱嶌偭偨 揹巕儗儞僕乮侾丏俈倠W乯梡偺僩儔儞僗偑 梋偭偰偄偨偺偱丄偙傟偵 冇俀丏侽倣倣偺億儕僄僗僥儖慄傪 俀杮懇偹偰丄侾俆夞姫偄偰丄俙俠偱栺侾俁丏俁倁偑弌傞傛偆偵偟偨丅 乮傕偟姫偒悢偑彮側偗傟偽丄俀侽侽亅俁侽侽A傕偺戝揹棳偵側傞偺偱丄僋儔儞僾幃偺揹棳寁傪梡偄傞丅乯丂庢傝晅偗偨DC侾侽侽A揹棳寁偼丄屻傠偵戝偒側僔儍儞僩掞峈傪暲楍偵庢傝晅偗偰偄傞丅乮揹棳寁偼側偔偰傕椙偄偑丄揹棳偺掱搙傪應掕偡傞偨傔偵晅偗偨丅乯
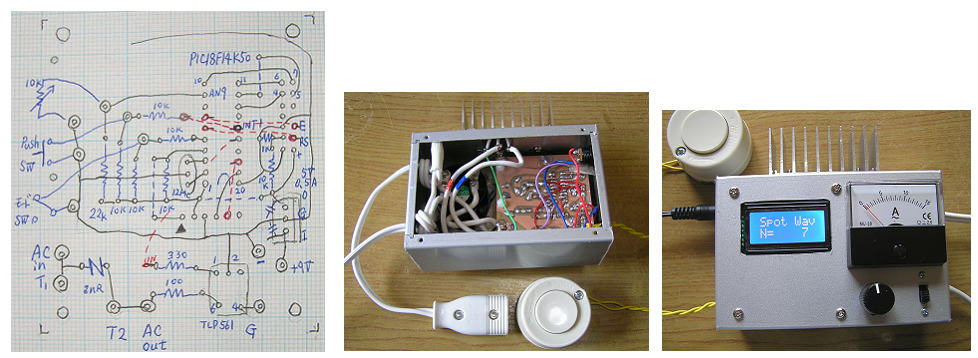
丂丂揹嬌晹偼丄僾儕儞僩婎斅梡偺寠偁偗僪儕儖偺 曐帩婍嬶傪棳梡偟偨乮億僀儞僩偑偢傟側偄乯偑丄挶斣傪壛岺偟偨傕偺側偳壗偱傕傛偄丅
丂丂摵偱偱偒偨 梟愙悕揹嬌偺撍崌偣偺晹暘偵丄俀枃偺儚乕僋傪嫴傫偩忬懺偱丄僗僞乕僩僗僀僢僠傪墴偟偰乮倧倰 懌偱摜傫偱乯 忦審弌偟偟偨強掕偺帪娫 揹棳傪棳偡偲丄俀枃偺儚乕僋偺娫偵寠偑奐偐側偄掱搙偵梟愙偝傟偰偔偭偮偔丅丂侽丏侾倣倣倲偺僗僥儞儗僗敄斅偱偼丄岎棳偺攇悢偱 侾侽慜屻偑椙偐偭偨丅丂偙偺帪 弖娫揑偵丄侾侽侽俙丄 擖椡 俙俠侾侽侽倁丒侾俆俙偱丄彮偟壩壴偑旘傇丅
丂丂丒丂俶亖係偱丄俢俠俆侽俙丄俙俠侾侽俙丄僗億僢僩宎 冇侾倣倣丄丂丂俶亖侾俀偱丄俢俠侾侽侽俙丄俙俠侾俆俙丄僗億僢僩宎 冇俀亅俁倣倣丅
丂
丂丂乮俁乯丂僇乕儃儞傾乕僋丒儘僂晅偗丗
丂丂愗傝懼偊SW偵傛偭偰楢懕塣揮偵愗傝懼偊丄僇乕儃儞傾乕僋偵偡傞偙偲偑偱偒傞丅乮弌椡 DC俁侽亅侾侽侽A丄 擖椡AC侾侽亅侾俆A乯丄僇乕儃儞朹傪敪擬偝偣偰 儘僂晅偗掱搙偵巊偆偙偲偑偱偒傞丅丂偙偺帪丄儕傾僋僞儞僗傪擖傟傞丅丂楢懕偺応崌偼丄揹巕儗儞僕丒僩儔儞僗偺峔憿忋丄揹棳傪棳偝側偔偰傕 AC侾侽A嬤偔棳傟偰 僩儔儞僗偑敪擬偡傞偺偱丄側傞傋偔揹尮傪愗傞傛偆偵偡傞丅丂偙偺僇乕儃儞傾乕僋偼 儘僂晅偗偵梡偄傞偩偗偱丄僷儚乕偑彮側偡偓傞偺偱丄梟愙偲傑偱偼偄偐側偄丅
丂丂
